























































За брендове код којих квар шавова није прихватљив исход, разлика између те две ситуације је вредна детаљног разумевања.
Стандард од 27,12 МХз: Зашто се РФ заваривање загрева другачије
Основна разлика између РФ заваривања и конвенционалног термичког спајања није само ефикасност – већ је и смер кретања топлоте кроз материјал.
Конвенционалне методе (вруће шипке, загрејане плоче, топлотни топови) примењују енергију на површину материјала и ослањају се на проводљивост да би се унутрашњост довела до температуре везивања. За танке филмове ово функционише адекватно. За дебеле, густе ТПУ ламинатне тканине које се користе у врхунској водоотпорној опреми, ствара практичан проблем: довођење унутрашњег интерфејса на температуру фузије захтева довољно времена задржавања на површини да би се ризиковао да се прво изгори или деформише спољашњи слој. Прозор између „недовољно“ и „превише“ се сужава како се дебљина материјала повећава.
РФ заваривање ово заобилази стварањем топлоте изнутра материјала, а не вођењем према унутра. Професионална РФ опрема за заваривање ради на 27,12 МХз—означеном ИСМ (индустријском, научном и медицинском) радио фреквенцијском опсегу додељеном за ову класу индустријске опреме. На овој фреквенцији, наизменично електромагнетно поље изазива поларне молекуле унутар ТПУ-а да покушају да се поравнају са сваком осцилацијом: отприлике 27 милиона пута у секунди. Молекуларно трење које ово производи генерише топлоту равномерно у целој зони завара, на интерфејсу где треба да дође до фузије, без ослањања на топлотну проводљивост од површине до унутрашњости.
Под истовремено примењеним пнеуматским притиском, материјал на споју достиже температуру фузије и слојеви се спајају на молекуларном нивоу. Једном када се поље уклони и материјал се охлади под сталним притиском, првобитна граница између два панела више не постоји структурно — зона завара је постала један непрекидни комад материјала. У деструктивном тестирању на повлачење, ова зона обично држи преко тачке квара околне основне тканине. Тај резултат је практично мерило за правилно изведен РФ завар.
Заваривање 840Д високе чврстоће ТПУ: Ужа маргина за грешке
РФ заваривање ради на низу компатибилних термопласта—ПВЦ, ПЕТ, ЕВА, разних тканина обложених ПУ. За тешке спољне примене које захтевају трајну отпорност на хабање и структурални интегритет под оптерећењем, ТПУ високе отпорности од 840 деније је референтни материјал. То је такође онај који поставља највише захтева за калибрацију процеса.
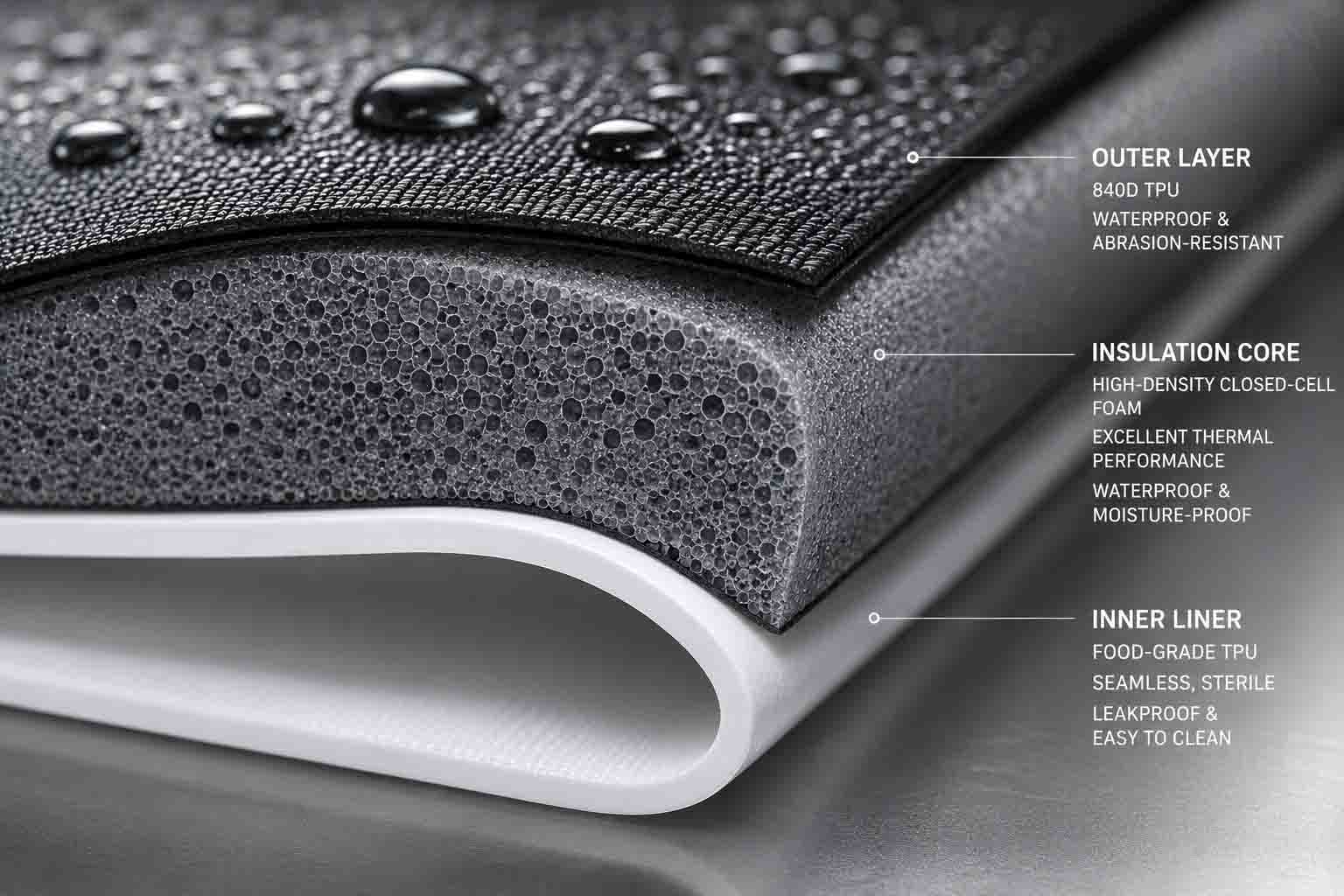
Већи деније значи већу масу материјала у зони завара, што захтева више електромагнетне енергије да би се довела до температуре фузије. Потешкоћа је у томе што то не значи једноставно повећање снаге. Оперативни прозор—опсег између недовољне енергије (непотпуно спајање, заваривање подложан цурењу) и прекомерне енергије (сагоревање материјала, угрожена водоотпорна баријера)—сужава се како се тежина тканине повећава. Поставка снаге која ради чисто на 420Д ТПУ може произвести хладне тачке на 840Д у исто време циклуса, док поставка калибрисана за 840Д може сагорети тање материјале у истом производу.
Управљање овим захтева калибрацију специфичну за материјал. Када 840Д ТПУ уђе у производну линију – било да се ради о представљању новог производа или о новој серији материјала од истог добављача – излазна РФ снага, притисак притиска и време циклуса морају бити валидирани у односу на тај специфични материјал: његов дениер, тежину ТПУ премаза и формулацију. Ови параметри припадају документованом СОП-у, верификованом на почетку сваког производног циклуса. Објекат који примењује униформна подешавања за све тежине тканине не ради овај посао, без обзира на то како је та могућност описана.
Три процесне варијабле које одређују конзистентност производње
Прототип који је прошао тестирање под притиском утврђује да је прави завар могуће постићи. Конзистентна производња захтева контролу варијабли које одређују да ли је поновљива у обиму.
Прецизност алата са калупима
Матрица за заваривање — обликована електрода која долази у контакт са материјалом и дефинише геометрију заваривања — је машински обрађена од месинга или алуминијума до димензија које захтева специфичан узорак шава. Тачност димензија у овом алату није секундарна брига. Неуједначена површина матрице производи неравномерну расподелу притиска по зони завара, што производи неравномерно унутрашње загревање: хладне тачке где материјал није достигао пуну температуру фузије и вруће тачке где је био прегрејан. Хладне тачке постају тачке почетка цурења. Вруће тачке постају области стањивања материјала које угрожавају дуготрајни интегритет шавова.
Хабање калупа има исти ефекат на обим производње. Контактне површине које су биле у границама толеранције на почетку производне кампање постепено излазе из толеранције. Одговорне операције РФ заваривања прате стање матрице и замењују или поново калибрирају алате пре него што хабање утиче на квалитет завара — не након што КЦ тестирање почне да показује повећане стопе отказа.
Примена притиска: две фазе, две различите функције
Пнеуматски притисак у РФ заваривању има различите функције током активне фазе заваривања и фазе хлађења која следи, и обе су важне.
Током активне РФ фазе, притисак обезбеђује присан контакт између слојева материјала на интерфејсу завара, омогућавајући молекуларно мешање док ТПУ достигне температуру фузије. Током фазе хлађења након што се РФ енергија уклони, притисак држи фузионисану зону на месту док се полимерни ланци очвршћавају. Отпуштање притиска пре него што се зона завара довољно охлади омогућава још меком материјалу да се деформише – стварајући слабију везу и недоследности у димензијама на ивицама зоне завара које постају тачке концентрације напона у употреби.
Превремено ослобађање притиска је међу најчешћим пречицама процеса у РФ заваривању великог обима, где притисак током циклуса ствара оперативни подстицај да се брзо пређе на следећи део. Добијени заварени спојеви често пролазе визуелну инспекцију и почетно испитивање ниским притиском, а затим показују повећане стопе отказа под сталним оптерећењем и поновљеним савијањем на терену.
Цицле Тиминг
Комплетан циклус РФ заваривања се одвија у три фазе: претпремање (притисак се примењује пре РФ активације, омогућавајући материјалу да правилно седи у калупу), активни завар (РФ енергија укључена, молекуларно загревање и фузија се дешава) и хлађење под притиском (РФ искључено, зона заваривања очвршћава). Свака фаза има оптимално трајање специфично за дебљину материјала, тежину премаза и геометрију матрице која се користи.
Ова времена се не преносе између материјала. Циклус развијен за специфичну ТПУ спецификацију ће заварити тежу тканину и ризиковати прекомерно заваривање лакшег материјала који се користи на другим местима у истом производу. Када се спецификације материјала мењају између циклуса производње – различити денијери, различите тежине премаза, различите серије добављача – параметри циклуса захтевају поновну валидацију, а не претпоставку о континуитету.
Испитивање хидростатског притиска од 1,0 бара: шта оно заправо потврђује
Визуелна инспекција шавова идентификује дефекте на нивоу површине: видљиве трагове опекотина, очигледне празнине у покривености завара, велику дисторзију димензија. Не идентификује унутрашње зоне са недовољно спојеним спојем, микро-празнине на интерфејсу завара или хладне тачке које се држе под условима околине, али се отварају под оптерећењем. За водоотпорне производе са било којом тврдњом о степену притиска, визуелна контрола је под, а не плафон.
Тест хидростатског притиска од 1,0 бара је стандард за валидацију озбиљних РФ заварених производа на отвореном. Један бар одговара хидростатичком притиску воденог стуба од 10 метара—значајно изван услова потапања са којима ће се већина производа на отвореном сусрести на терену, што је управо оно што га чини значајним тестом квалификације за производњу.

Процедура: готови производи се надувавају до унутрашњег притиска од 1,0 Бар и или се потапају у воду или држе под притиском током дефинисаног периода. Услов пролаза је нула емисија микро-мехурића из било ког шава, зоне заваривања или тачке затварања. Један мехур указује на пут цурења који ће дозволити употребу воде на терену без обзира на размеру. Не постоји прихватљива делимична пролазност на овом нивоу теста.
Оно што тест потврђује превазилази да ли одређена јединица држи притисак у тренутку тестирања. Производ који прелази 1,0 бара је потврдио потпуну молекуларну фузију у свакој зони завара, исправан контакт матрице преко комплетне геометрије шава и адекватно хлађење пре ослобађања притиска. Доследне стопе пролазности кроз производни циклус су доказ контроле процеса - а не варијације појединачних јединица које су имале позитиван тренд.
Учесталост тестирања је последична колико и озбиљност теста. Тестирање по јединици на критичним шавовима обезбеђује потпуну покривеност производње и открива појединачне кварове пре него што се испоруче. Групно узорковање пружа статистичку поузданост по нижој цени, али дозвољава појединачне грешке. Одговарајући протокол зависи од ниже цене квара на пољу једне јединице—за производе где једно цурење генерише захтев за гаранцију и потенцијалну изложеност бренду, тестирање по јединици је рационална позиција.
Процена способности РФ заваривања: Питања која разликују зрелост процеса
Спречавање цурења у РФ завареним водоотпорним производима је инжењерски резултат, а не производна тврдња. Променљиве процеса су познате, методе контроле су успостављене, а протокол тестирања који потврђује резултат је добро дефинисан. Произвођач са истинским могућностима у овој области ће описати свој рад у тим специфичним терминима.
Питања која вреди поставити током евалуације добављача су конкретна:
Како се документују поставке РФ снаге и времена циклуса према спецификацији материјала и шта покреће поновну валидацију када се серије материјала промене?
Како се прати стање матрице и на ком прагу се алат замењује?
Да ли се хидростатичко испитивање спроводи по јединици или серијским узорковањем и под којим притиском?
Да ли могу да обезбеде записе о тестирању из недавних серија упоредивих производа?
Ово нису тешка питања за објекат који заправо контролише ове варијабле. То су веома тешка питања за објекат који користи опрему за РФ заваривање без дисциплине процеса иза тога. Одговори вам говоре у којој сте ситуацији.